
Creating special effects

By Laura Maybaum
Even with the rise of digital inkjet printing technologies, screenprinting remains the leading process for specialty additives, effects and coatings. Inks are easily interchangeable on a press and can be customized to the finished piece. In fact, some traditional screenprinting companies are now combining special effects with other forms of printing—including digital and offset—to enhance finished graphics and thus highlight and differentiate their products from those of their competition.
Glossy, matte, multi-layer, sparkle, glow and thick buildup effects are all possible in screenprinting, though some are more difficult than others to achieve. The trick is to understand sourcing and processing requirements, to determine which applications can be most effectively produced and sold to a sign shop’s customer base.
The same effects can often be applied to fabrics. Indeed, many special effects for printed graphics directly borrow their look and feel from textile printing.
The preferable inks for most applications are ultraviolet-curable (UV-curable) formulations, but some projects remain squarely within the solvent-based ink arena.
Additives
Powder and paste additives are typically purchased in 1-kg (2.2-lb) containers and added to clear inks or tints.
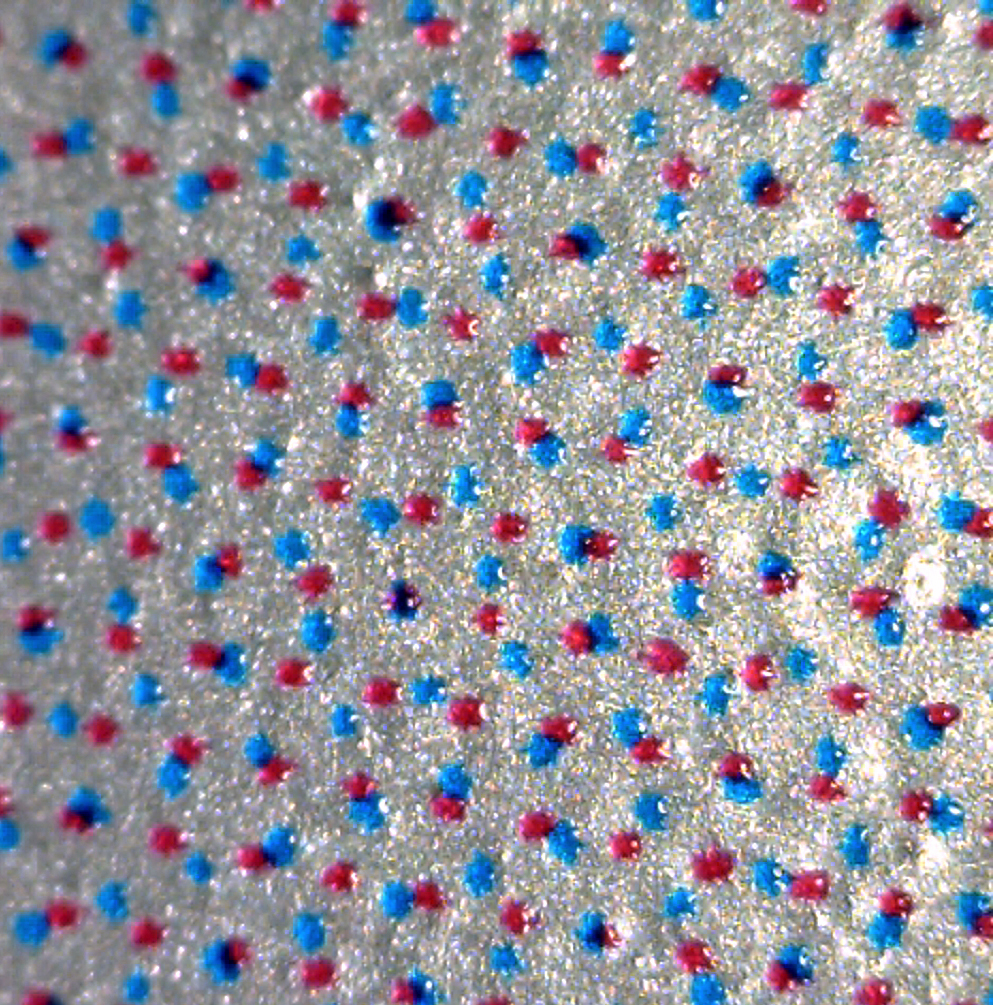
Fluorescent powders
Fluorescent powders offer neon-like colours to add strong visual impact. Most inks react with these powders, resulting in a short pot life, so they are typically added at the time of use. A few ink systems that are stable with them are available as pre-mixed colours, but tend to offer a lower level of fluorescence.
The powders come in a range of colours and can be added to most solvent and UV inks, typically at a load level of 15 to 30 per cent. At higher load levels, the mixed ink becomes overly thick and less stable.
So, while a greater percentage of powder can be added to some inks, the ink viscosity can easily be too high, leading to printability problems, and the balance of the base ink to provide appropriate curing and performance can be seriously hindered.
One of the biggest drawbacks to fluorescent powders is their limited outdoor durability. With continued exposure to UV light, their intense colour fades very quickly. Depending on the ink deposit, load percentage, substrate and outdoor location, this fading can be seen within a few weeks.
This durability can be extended by a few more weeks by using a clear overprint with UV inhibitors, which reduce the effects of light with respect to fading. The problem, of course, is UV inks do need to be penetrated by UV light to cure properly. When inhibitors slow this process, the UV output in the shop needs to be elevated.
For these reasons, most fluorescent effects are used for indoor or short-term outdoor prints. Some printing companies, however, will tint their fluorescent effects with a more durable mix, so as to better retain a base colour when the fluorescence fades. A yellow tint colour, for example, may be added to a yellow fluorescent ink, so when the fluorescence fades, a portion of yellow can still be seen. This tends to produce a ‘dirty’ look, though.
Another option is to add fluorescent pigments to halftone colours to expand the colour gamut. This can be extremely visually effective, but takes screen inks outside of graphic standards.

Sign up for our newsletter
Featuring breaking news from Canada's sign and graphics industry.




Read the Latest Issue

