
Wide-format Printing: Mastering self-adhesive films

By Cordell Hardy
Self-adhesive films for wide-format printed graphics are everywhere today. With a broad range of options available to the sign industry, it is important to understand how to select the right material for each job and, if necessary, how to protect it with an overlaminate or clearcoat for enhanced durability.
The first step is to understand the client’s intentions for a given graphic application. Pressure-sensitive materials have diversified in their construction along with the applications where they are put to use, from typical signage and graphics to wraps for cars, trucks, trailers, buses, stainless steel tankers, railcars, watercraft and even airplanes. Signmakers need to look through product catalogues and other resources for technical information before selecting the best option.
There is all too real a risk of the client misunderstanding the possibility of adhesive instability, the fading of printed colours or the inability to remove a graphic cleanly after time, so it is very important to discuss all of these matters upfront.
Base films
The main components of a pressure-sensitive substrate are the base film, the adhesive and the liner. The following are the most popular base film options and their attributes:
- Acrylic—Excellent clarity, rigid construction, excellent chemical resistance, moderate price.
- Polyester—Good clarity, rigid construction, fair to good chemical resistance, high price.
- Polyethylene (PE)—Good clarity, semi-flexible to soft construction, good to excellent chemical resistance, low price.
- Polypropylene (PP)—Good clarity, semi-rigid construction, excellent chemical resistance, moderate price.
- Polyvinyl chloride (PVC)—Good clarity, flexible to soft construction, fair to good chemical resistance, moderate price.
- Polyurethane (PU)—Good clarity, flexible to soft construction, good chemical resistance, very high price.
Among these, the most commonly used is PVC. Indeed, it has become the industry standard for signs and graphics. There are two primary categories of PVC films for digital wide-format printing, based on the two ways they can be manufactured: calendered and cast.
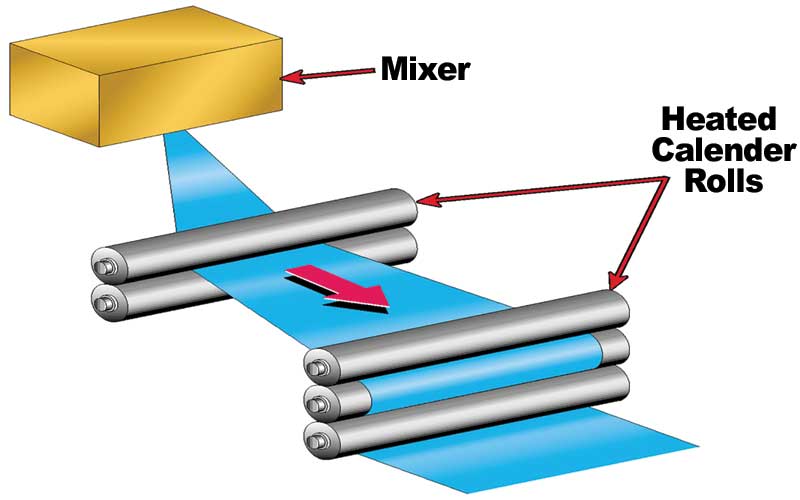
Making a calendered film can be compared to making a pizza (see Figure 1). First, a mixer is used to blend PVC with a plasticizer and other additives—such as dyes, oils and stabilizers—to achieve the desired attributes. Next, an extruder blends these raw materials further. Finally, the resulting mixture is fed through heated calender rollers, rotating in opposite directions. These rollers generate sufficient pressure and heat to flatten the mixture into a uniform film. As the film passes through more rollers, it is made thinner.
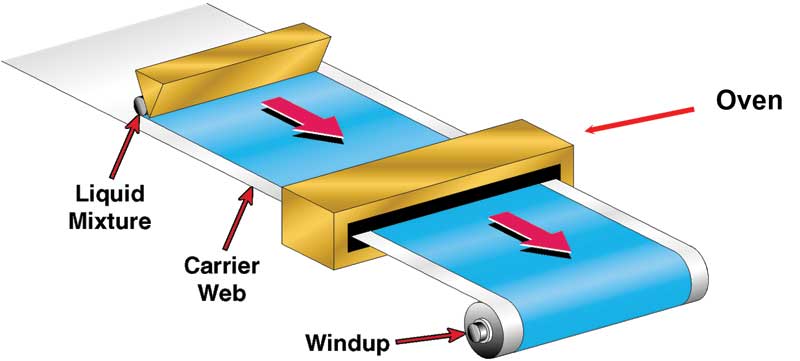
Making a cast film, on the other hand, is more like making a pancake (see Figure 2). A liquid mixture of polymers is extruded to form a thin sheet of film, which is then vacuum-pinned to the surface of a cooled roll for winding. A carrier web brings it through an oven and then it is wound up on a roller.
Calendered films typically are 0.08 to 0.1 mm (3 to 4 mil) thick and do not need any premask tape. There is a high risk of shrinkage after application and they can offer poor conformability, but they are relatively easy to remove afterwards. Durability is often five years or less.
Cast films, on the other hand, are usually about 0.05 mm (2 mil) thick and require premask tape. Their risk of shrinkage after application is low and they conform well to installation surfaces. They are not as easy to remove, but they can last five years or more.
Some films are used in conjunction with application tape, which has several purposes. It adds stiffness, aids in the registration of cut graphics, helps prevent the film from stretching and protects the graphics from getting scratched during the application process. It also protects printed graphics from damage during shipping and handling.

Sign up for our newsletter
Featuring breaking news from Canada's sign and graphics industry.
Products


Read the Latest Issue

