
Metal meets its match
How laser tech is rewriting the rules of sign fabrication
In the early days of industrial laser equipment, only large, well-established companies could afford it. However, in recent years, decreasing prices have made laser equipment accessible to medium-sized and even small companies. This shift has not only broadened adoption across the industry but also introduced a wider range of laser technologies tailored to different production needs and budgets.
Laser welders
Traditional welding techniques such as metal inert gas (MIG) welding, tungsten inert gas (TIG) welding, and arc welding have long dominated the industry. While effective, these methods often require highly skilled operators, produce significant heat distortion, and demand extensive post-processing. In contrast, handheld laser welders offer a more efficient solution that addresses these drawbacks and enhances productivity.
The handheld laser welder is suitable for reverse/halo medium- to large-sized channel letters, logos made from 0.76 mm (0.030 in.), 1.60 mm (0.063 in.), and 2.03 mm (0.080 in.) aluminum or stainless steel, and structures made from aluminum extrusions, up to 6.35 mm (¼ in.) material thickness.
We suggest that sign companies switch to a laser welder. This will lead to the following advantages:
- Ease of use.
- High precision and speed, minimal distortion, and a reduced heat-affected zone due to the concentrated laser beam.
- In less than four hours, an operator with no prior experience can learn how to weld 0.76 mm (0.030 in.) aluminum.
- A 2000W fibre laser welder can weld aluminum from 0.76 mm (0.030 in.) to 0.68 mm (0.27 in.).
- The laser can weld carbon steel, aluminum, stainless steel, copper, brass, and titanium.
- A refrigeration heat pump has been introduced, which lets the laser work 24/7.
- A dual wire feeder is available for bridging gaps between the materials when needed.
- Different thicknesses of material can be welded together.
However, one limitation of the handheld laser welder is its inability to weld small channel letters.

To address this, the quasi-continuous wave (QCW) laser was introduced as a solution for small- to medium-sized channel letters.
In the early days, yttrium aluminum garnet (YAG) lasers, using a neodymium-aluminum garnet crystal, were used, but they struggled to weld aluminum effectively. QCW laser welding uses a high-peak-power laser to weld materials using short pulses. This method features a smaller heat-affected zone and greater flexibility than continuous-wave (CW) laser welding.
A QCW laser operates in high-peak-power pulse modes, providing peak power up to 10 times the average power.
Advantages of QCW laser welding
- 0.76 mm (0.030 in.), 300W is equivalent to 3000W of other laser types.
- Features a pulsed laser beam, ideal for the narrow strokes of channel letters.
QCW lasers deliver energy in pulses, allowing the material to cool between pulses. This approach reduces thermal input and minimizes the heat-affected zone, making it suitable for thin materials.
The reduced thermal input makes 300W QCW welding ideal for aluminum ranging from 0.50 mm (0.020 in.) to 1.01 mm (0.040 in.), as well as stainless steel up to 1.01 mm (0.040 in.).
This type of machine can function as a standalone, handheld, or tabletop unit with CCTV capabilities. It is the ideal solution for small- to medium-sized channel letters, made from aluminum or stainless steel.
Laser cutters
Laser cutters are typically categorized into two types: CO2 laser sources for cutting non-metals and fibre lasers for cutting metals. Each technology is optimized for specific material interactions, making the distinction critical when selecting equipment for production workflows.
Laser cutters offer advantages over routers in precision, speed, and the ability to cut complex shapes with non-contact, debris-free cutting. This results in cleaner edges, tighter tolerances, and reduced material stress. Usually, there is no need for a secondary operation, which streamlines production and reduces labour costs.
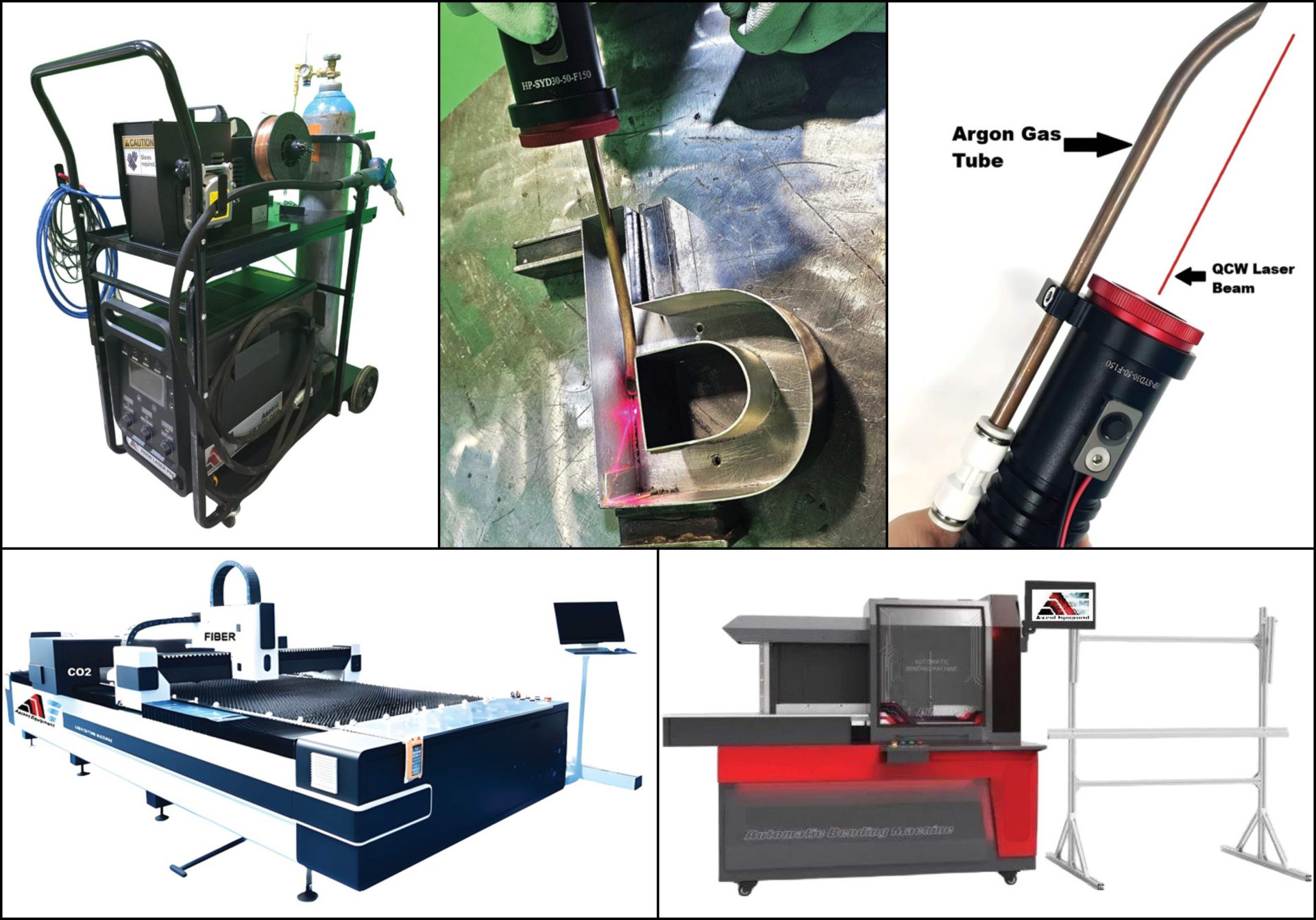
For sign companies, the laser cutter is an addition to the router, not a replacement. Routers remain essential for certain applications—particularly thicker substrates and three-dimensional carving—while lasers excel in fine detail work and rapid, repeatable cutting. Many companies cannot afford a fibre laser cutter due to its high cost and space requirements. To overcome the space limitation, some manufacturers introduced the Dual Gantry CO2 system and fibre laser cutters. Here are their benefits:
- Separate gantries for CO2 and fibre lasers, allowing for simultaneous processing of different materials and improved workflow efficiency.
- CO2 laser at 500W and fibre laser at 3,000W.
- Capable of cutting a diverse range of materials, including metals, acrylic, and wood, supporting greater production versatility.
- Consists of a working area of 1.5 m x 3 m (5 ft x 10 ft), accommodating standard sheet sizes used in sign fabrication.
This machine is ideal for sign companies with high-volume production needs. It can cut a wide range of materials, including acrylic, wood, aluminum, and stainless steel, eliminating the need for two separate machines, reducing handling time, and saving valuable floor space.
Small companies aiming to enter the channel letter and logo business can invest in a tabletop CO2 laser cutter and a 3D printer. This relatively small investment allows the company to cut both the front and back with the laser, while the side return can be produced on the 3D printer—offering an accessible entry point into dimensional signage without the upfront cost of larger industrial systems.
Safety concerns
Following basic safety protocols is essential for the safe operation of industrial lasers. Class 4 (IV) lasers are hazardous to the eyes and can cause skin burns.
We recommend:
- Safety goggles with an optical density (OD) rating of 7–8 for 1,064 nanometres (nm) wavelengths, or a fibre laser welding helmet.
- Wear gloves and protect your arms, neck, and any exposed skin while welding, using flame-resistant clothing where possible.
- Follow the laser safety Standard Operating Procedures (SOP) at all times, including proper training, signage, and restricted access to the work area.
- Enclose the machine area with specialized laser partitions (standard welding partitions are not adequate) or solid walls to contain reflections and stray beams.
- The laser cutter may be fitted with an optional housing to reduce exposure risks further and improve operator safety.
- For managing fumes and dust generated during welding, use dedicated fume extraction systems with appropriate filtration.
- The laser cutter must be exhausted to the outside, in accordance with local ventilation and environmental regulations.
Dave Rom, B.Sc. Eng, MBA, is the president and chief engineer of Ascent Equipment. He has extensive experience in all aspects of machine manufacturing, with a specialization in computer-numerical control (CNC) and laser equipment. For more information, please email a request to dov@ascentge.com. Visit us at https://www.ascentequipment.com/.

Sign up for our newsletter
Featuring breaking news from Canada's sign and graphics industry.



Read the Latest Issue

